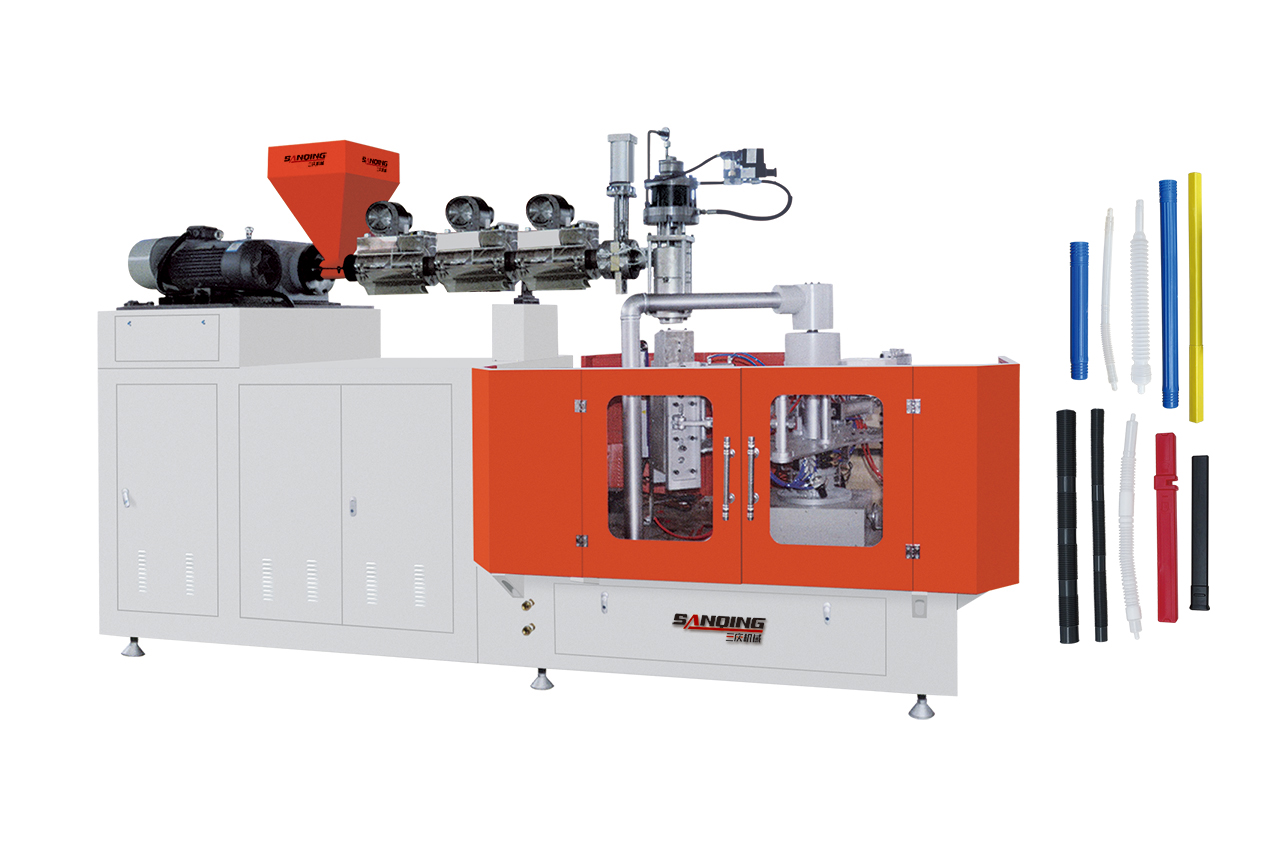
6模伺服电动旋转吹塑机技术,是常规机产量的3倍,年节能20万元以上






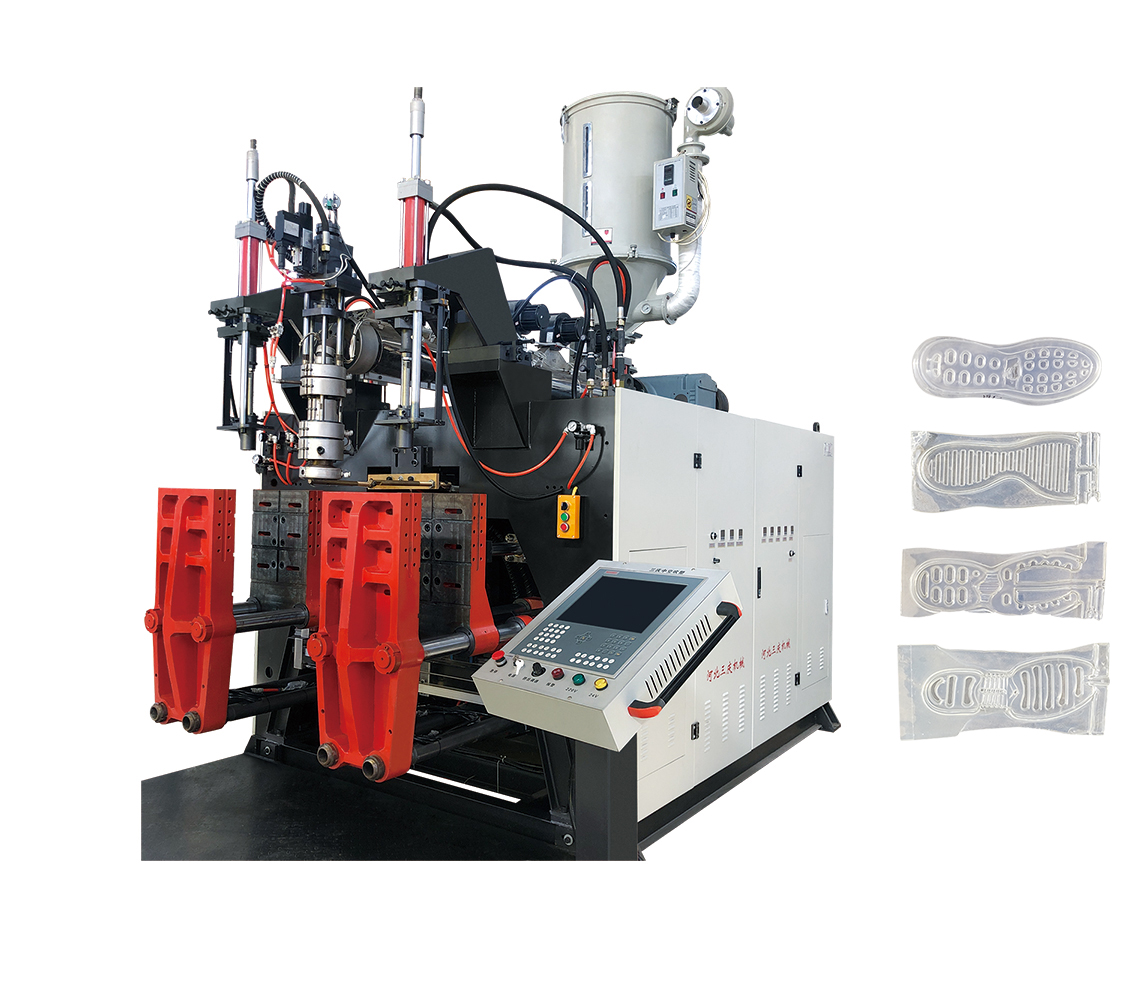
长期致力于产品技术的研发和越来越多的新产品应用领域的发展
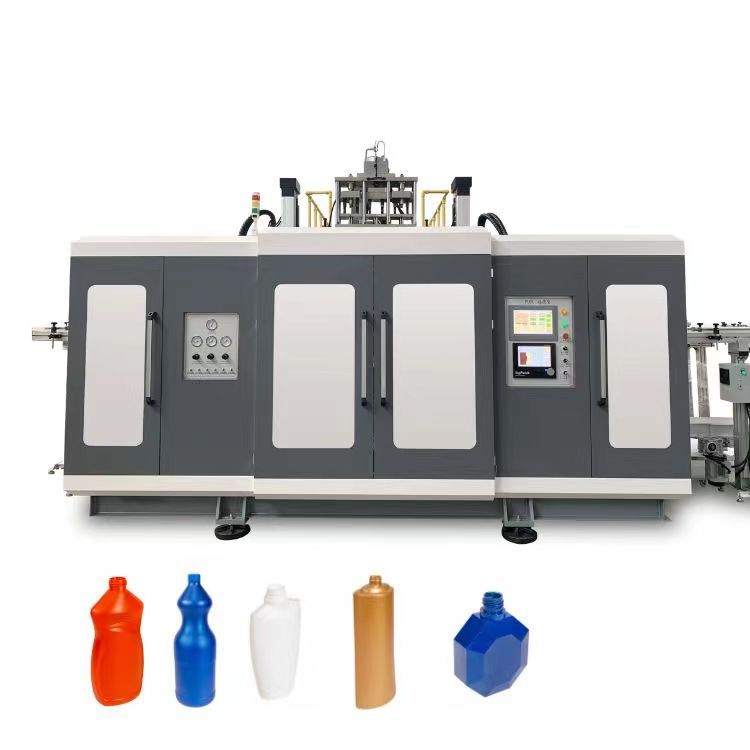
吹瓶机_吹塑机_中空吹塑机_吹塑模具_全自动吹塑机_中空吹塑机厂家_吹塑机生产厂家_河北三庆机械 三庆公司始建于上世纪90年代,经过二十几年的沉淀,现已发展成为三庆机械、三庆不锈钢、三庆日化等多个独立实体的集团规模企业。其中三庆机械属中空吹塑设备的制造商,拥有吹瓶机,吹塑机设备,全自动吹瓶机,中空吹塑机研发团队和创新能力,经多年努力和创新的发展,现已成为拥有十大系列八十余款型号的吹塑机、吹瓶机制造企业。 三庆机械公司在20年前成立之初,就以研发旋转吹塑机为根基,技术团队在多年的研发生产实战中积累了大量的经验。如今突出的产品就是自主研发的六模高速旋转吹塑机,可吹制一至二十五升的中空产品,最大程度...


添加微信

网站二维码

















 客服1
客服1